Our plant is equipped with global standard machinery to manufacture products of international quality. Our plant includes
-
Tape plant 2 nos
Tape plants has fully advanced and automatic raw material dozzing unit with a capcity of 600 metric ton per month.
-
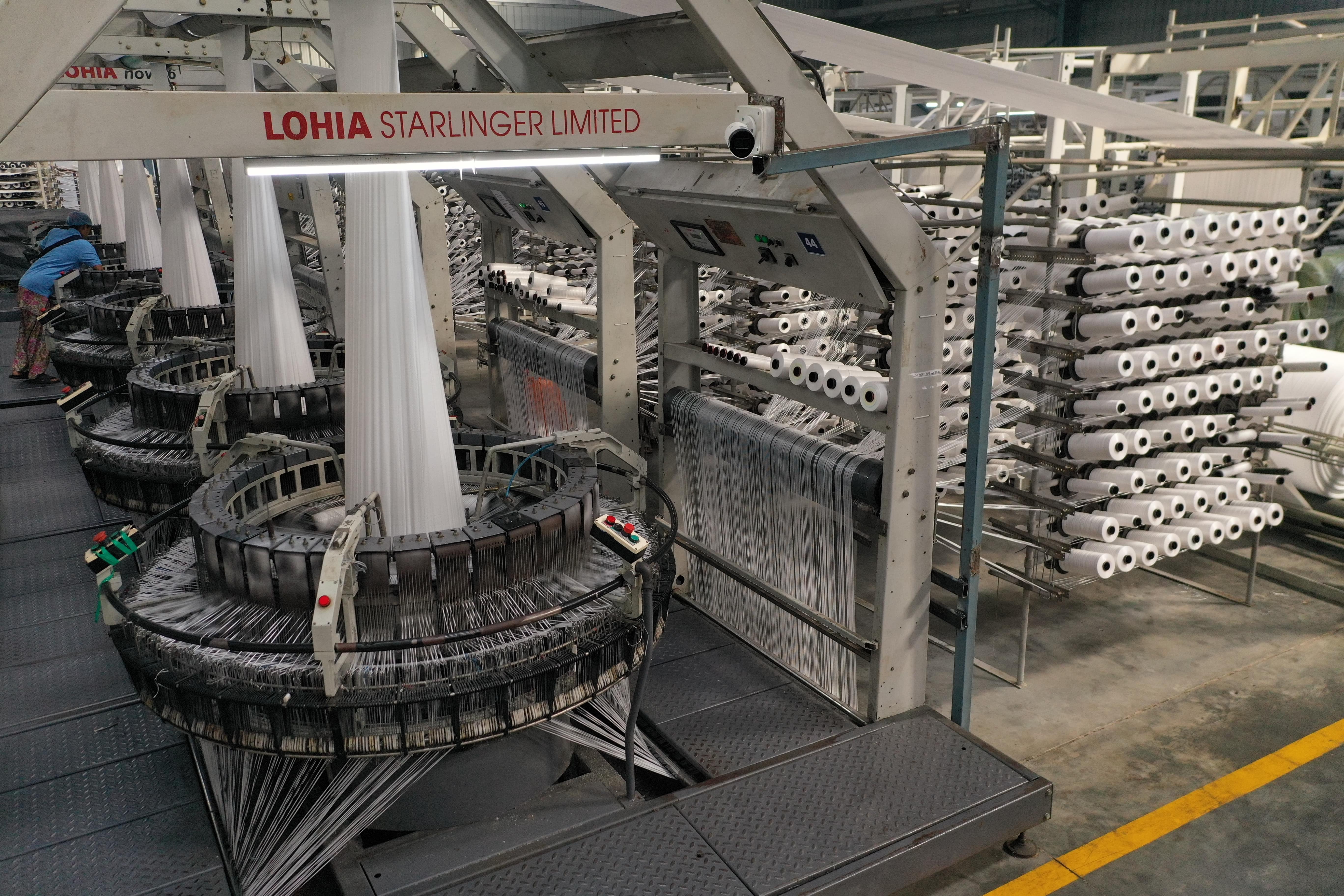
Weaving plant
Weaving plant has total 70 looms including 8 Shuttle Looms.
-
Lamination
We have a wider width coating machine newly installed for quality coating and lamination of fabric.
-
Needle Loom
We manufacture all ranges of loops in the needle Loom plant.
-
Cutting
Cutting plant has a fully automatic fabric cutting machine and webbing cutting machine to enhance the productivity of the plant.
-
Printing Plant
Printing plant with 3 & 4 colour printing machines
-
Stitching
Stitching section is of 14 lines with 200+ stitching machines with install capacity of 8 million bags per annum.
-
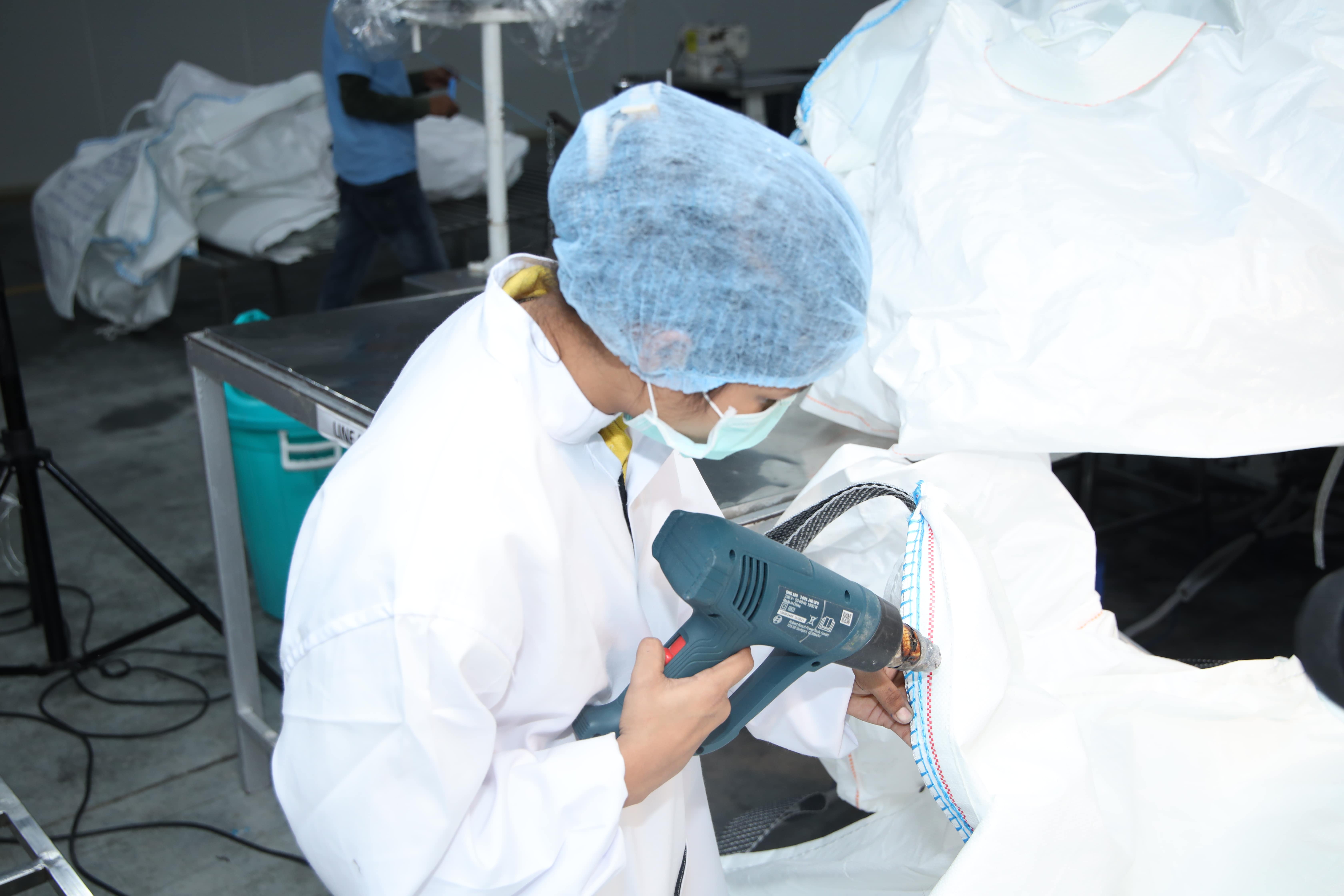
Clean Room
We have fully controlled cleaned room which is suitable for production of food standard bags
-
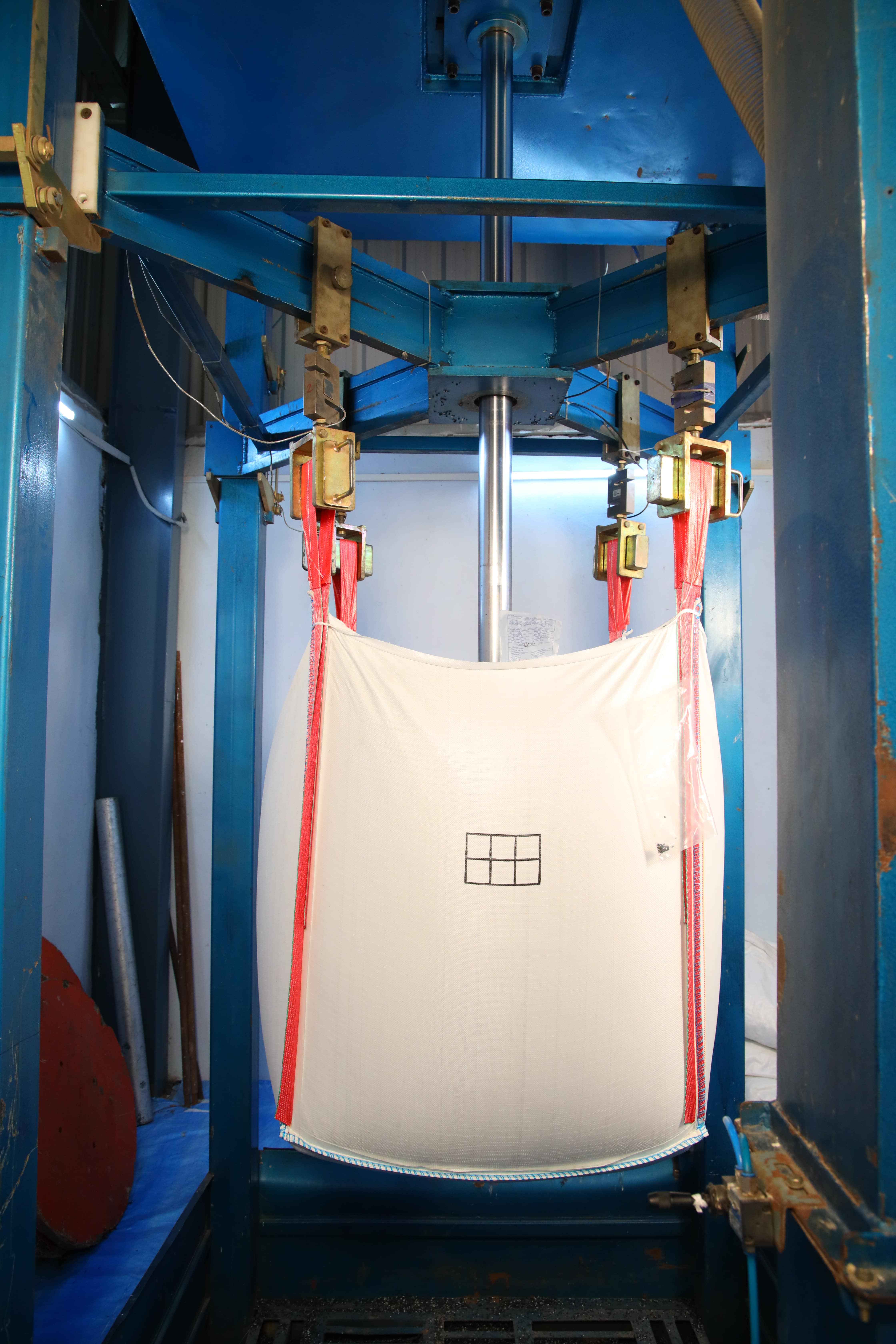
Quality Assurance
Stringent quality checks have enabled us to deliver excellence. Quality control is a major area, of focus for the group, where batch wise testing is done, so that every bag ,produced, is as per customer’s requirements. Our inhouse quality labs, comprises modern equipments including the uv weathero meter, tensile tester, test rig machines & so on. Our QC team is trained regularly with all the updates in the industry.









.JPG)

.JPG)



.JPG)
.JPG)
.JPG)











.JPG)

.JPG)